
















 65 / 110
65 / 110

formance camshaft and induction sys-
tem. The power increase is accom-
plished through improved porting,
revised combustion chambers and in-
creased valve size. The individual
cylinder head part number is C6FE-
6049-A.”
The original tooling for these
heads was retained by Ford until
1970. At that point it was determined
that HD heads would no longer be
needed and would no longer be pro-
duced. The tooling went to Holman-
Moody, along with most of the tooling,
molds and fixtures for Ford’s other
racing engines and parts, when Henry
Ford II decreed in January of that year
that, “
We’re out of racing.
” Literally
overnight, all references to Ford’s re-
cent “Total Performance” racing his-
tory – LeMans, Indianapolis, NASCAR
and drag racing – disappeared from
Ford offices. Shelby American was
closed down and all accounts with
Carroll Shelby were settled. Holman-
Moody became the repository of al-
most all of Ford’s racing equipment,
tooling and anything else that was
deemed too important to scrap or dis-
card.
By the 1970s the 289 V8 was obso-
lete, replaced by the 302 Windsor and
Cleveland engines. The tooling for the
GT40 heads sat at Holman, amid piles
of tooling and molds for other Ford
high performance engines: 427 wedge
NASCAR and LeMans, 427 SOHC,
Boss 429, Boss 429 Can-Am, Boss 429
3-valve Calliope Can-Am, Boss 302
racing, 302 tunnelport.
Holman-Moody had already held a
couple of clearance sales and sold off
most of the “good stuff.” Due to the
lack of demand and high cost of a
short production run, no consideration
was ever given to reproducing any of
engines or heads they had tooling for,
because it would have been impossible
to even break even, much less turn a
profit. Reproducing engine blocks or
heads was very labor-intensive and re-
quired very specialized facilities.
In 1981, a large inventory of tool-
ing and pieces – including the molds
for the 289 GT40 heads – was
purchased from Holman-Moody by
Alan Root/Alan Root Inc. in Ventura,
California. H-M had no plans to ever
use the tooling and it was just taking
up space. Root, a 20 year-old, was in-
terested in obtaining Boss 429 engine
patterns and tooling because, at the
time, the Boss 9 engine was the hot
NHRA pro-stock motor. H-M had no
desire to separate anything and have
it picked-over. The inventory of pat-
terns, molds and tooling took four
pages to list. Root paid between
$20,000 and $25,000 for everything.
Root invited Curt Vogt to help him
load everything up for shipment (two
tractor trailers were filled). Vogt was
curious to see what existed and was
also interested in purchasing the 427
FE engine tooling. It was, however,
later sold to Jim Dove/Dove Manufac-
turing in Columbia Station, Ohio.
Root had no qualms about sepa-
rating the tooling and selling it indi-
vidually. The C6FE GT40 head tooling
was purchased in the late 1980s by
Tony Oddo/TOE Performance in Su-
isun City, California. Oddo, a promi-
nent West Coast engine builder, saw a
demand for these heads as the B/Pro-
duction vintage racing boom escalated
in the 1980s. Racers who had to com-
ply with strict technical requirements
in order to compete at Monterey
formed enough of a pool of buyers to
make reproducing the GT40 heads
worthwhile. TOE Performance also
had special, machined billet steel, non-
roller rocker arms produced to circum-
vent Monterey’s prohibition of roller
rocker arms.
TOE Performance had 75 sets of
HD heads made in two separate
batches between the late 1980s and
2010. The first batch was machined by
Alan Root; the second batch was ma-
The SHELBY AMERICAN
Summer 2017 65
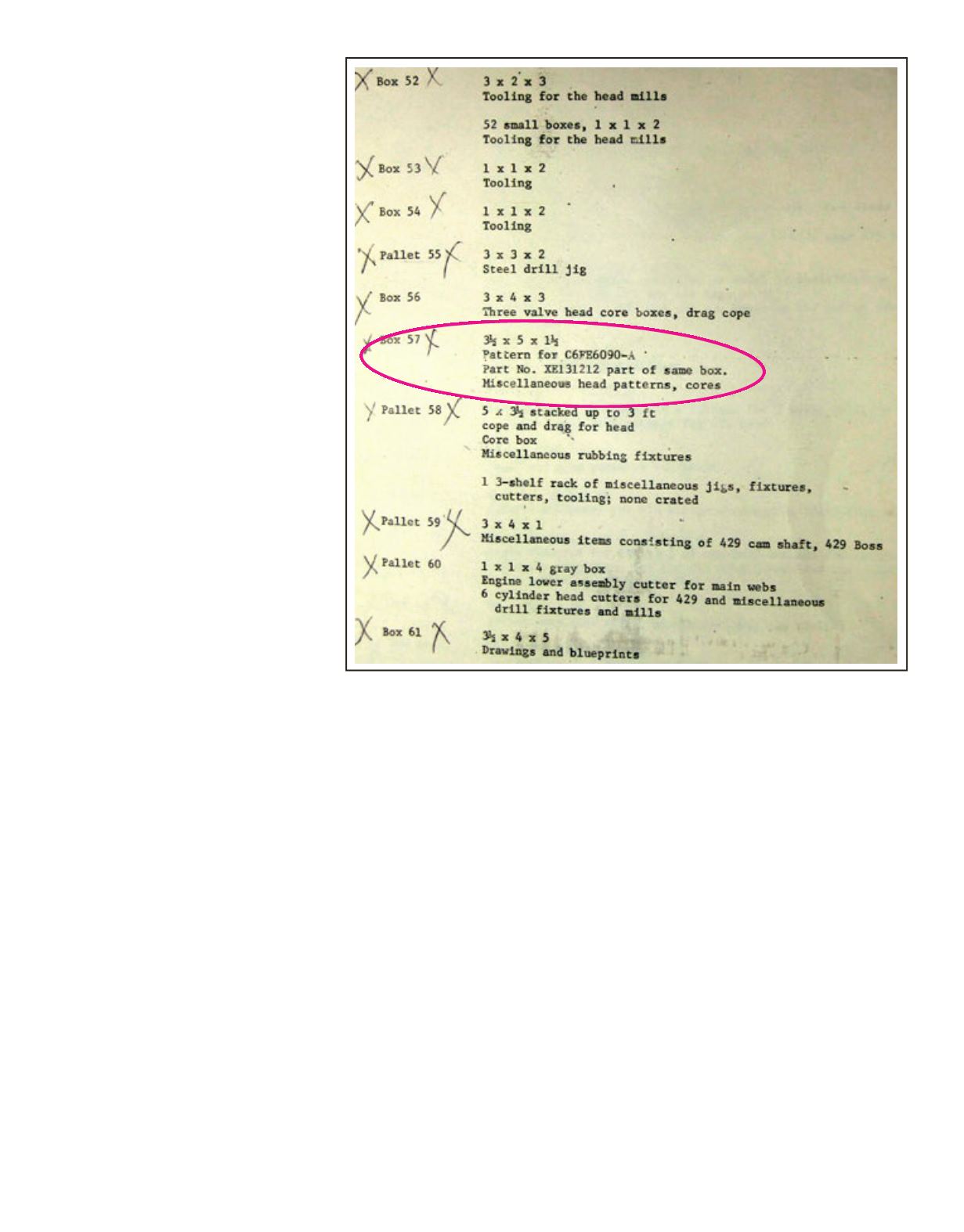
This is one of four pages of inventory for the Ford tooling, molds and fixtures. GT40
C6FE heads are circled.